



Teoría del balanceo de linea basado en takt time.
Las preguntas que a menudo nos hacemos es donde iniciar el balanceo de la linea? Debemos buscar el balanceo perfecto es decir que todas las operaciones se ejecuten con el mismo cycle time? Y que pasa si este nivel de balanceo perfecto resulta en un cycle time bastante debajo del takt time digamos mas que el 12%? Estaríamos sobrepoduciendo o no? Todas las repuestas están en el como calcular el indice de balanceo actual de la linea y la meta inmediata alcanzable.
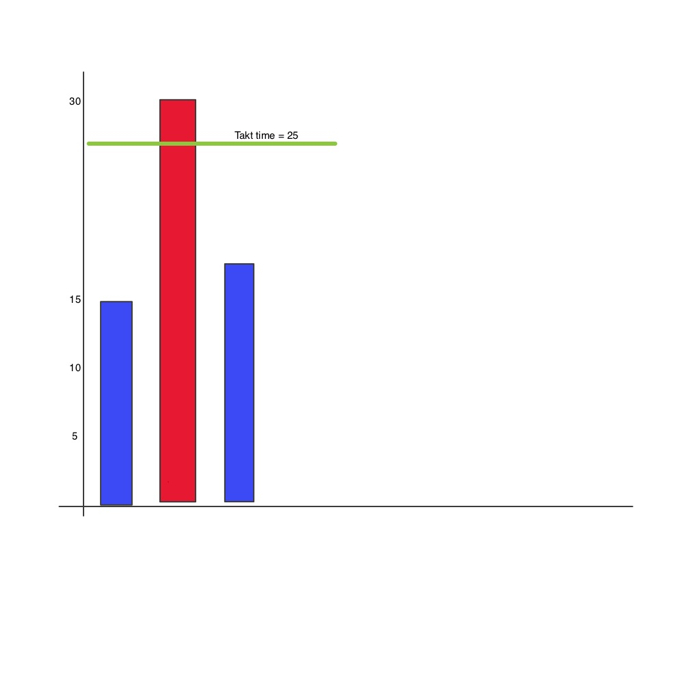
Para fines de ilustrar el tema consideramos un proceso de 3 operaciones con sus características de tiempo según la gráfica de carga siguiente, y con una demanda de 19 productos al mes y un tiempo disponible de 20 días mensual trabajando 3 turnos de 8 horas diarios
Debemos iniciar con calcular el tiempo takt. Tiempo disponible divido entre demanda del cliente para este tiempo disponible,
Takt = 20x24/ = 25 horas.
Una vez calculada es importante determinar el numero de operadores que se necesita en el proceso para cumplir a cabalidad con el requerimiento del takt. Esto se obtiene calculando el contenido total de trabajo, es decir la suma de las actividades "que agregan valor" y luego dividirlo entre el takt time.
Contenido del trabajo = 15+30+17/25. = 2.48 operadores.
Pero como no trabajamos con decimales de gente pues seria o 2 o 3 personas. Si trabajamos con 3 sabemos ya que el balanceo no será perfecto por que tendremos mas de una media persona extra en tiempo que provocaría o sobre producción o tiempo de espera, al menos que lo usamos como water spider por ejemplo; si trabajamos con dos el riesgo es de no cumplir al menos que atacamos dentro de cada operación en particular actividades que no agregan valor, es decir dentro de la misma transformación del producto o valor agregado buscar pasos de NVA. Optamos por lo simple en lo complicado y balanceemos con 3.
El indice de balance actual del procesos tal como obtiene de la primera formula de la figura siguiente. En este caso seria
62 / (3 por 30) =59%.
Esto es su porcentaje actual de balanceo de acuerdo a los tiempos operativos.
Luego pues sustituyendo por lógica el tiempo del cuello de botella (operación mas larga) por el takt time
62/(3 por 25) = 83%.
Esto es el indice máximo de balanceo al cual llegaremos con 3 operadores y al cual debemos aspirar sin pasar por la complejidad de reducir desperdicios internos a una operación, y sin riesgo de sobreproducir ya que nuestro tercer operador tiene un 17% del tiempo del proceso para servir de water spider e alimentar periódicamente su mismo proceso.
Un balanceo de 100% traerá consigo exceso de producción o tiempo ocioso de un operador. Debemos por lo tanto iniciar nuestro trabajo de balanceo con saber hasta donde debemos llegar un 100 o algo menos.
Las preguntas que a menudo nos hacemos es donde iniciar el balanceo de la linea? Debemos buscar el balanceo perfecto es decir que todas las operaciones se ejecuten con el mismo cycle time? Y que pasa si este nivel de balanceo perfecto resulta en un cycle time bastante debajo del takt time digamos mas que el 12%? Estaríamos sobrepoduciendo o no? Todas las repuestas están en el como calcular el indice de balanceo actual de la linea y la meta inmediata alcanzable.
Para fines de ilustrar el tema consideramos un proceso de 3 operaciones con sus características de tiempo según la gráfica de carga siguiente, y con una demanda de 19 productos al mes y un tiempo disponible de 20 días mensual trabajando 3 turnos de 8 horas diarios
Debemos iniciar con calcular el tiempo takt. Tiempo disponible divido entre demanda del cliente para este tiempo disponible,
Takt = 20x24/ = 25 horas.
Una vez calculada es importante determinar el numero de operadores que se necesita en el proceso para cumplir a cabalidad con el requerimiento del takt. Esto se obtiene calculando el contenido total de trabajo, es decir la suma de las actividades "que agregan valor" y luego dividirlo entre el takt time.
Contenido del trabajo = 15+30+17/25. = 2.48 operadores.
Pero como no trabajamos con decimales de gente pues seria o 2 o 3 personas. Si trabajamos con 3 sabemos ya que el balanceo no será perfecto por que tendremos mas de una media persona extra en tiempo que provocaría o sobre producción o tiempo de espera, al menos que lo usamos como water spider por ejemplo; si trabajamos con dos el riesgo es de no cumplir al menos que atacamos dentro de cada operación en particular actividades que no agregan valor, es decir dentro de la misma transformación del producto o valor agregado buscar pasos de NVA. Optamos por lo simple en lo complicado y balanceemos con 3.
El indice de balance actual del procesos tal como obtiene de la primera formula de la figura siguiente. En este caso seria
62 / (3 por 30) =59%.
Esto es su porcentaje actual de balanceo de acuerdo a los tiempos operativos.
Luego pues sustituyendo por lógica el tiempo del cuello de botella (operación mas larga) por el takt time
62/(3 por 25) = 83%.
Esto es el indice máximo de balanceo al cual llegaremos con 3 operadores y al cual debemos aspirar sin pasar por la complejidad de reducir desperdicios internos a una operación, y sin riesgo de sobreproducir ya que nuestro tercer operador tiene un 17% del tiempo del proceso para servir de water spider e alimentar periódicamente su mismo proceso.
Un balanceo de 100% traerá consigo exceso de producción o tiempo ocioso de un operador. Debemos por lo tanto iniciar nuestro trabajo de balanceo con saber hasta donde debemos llegar un 100 o algo menos.



» Integración SMED y YAMAZUMI
» OEE (paradas menores) y Takt time
» Six Sigma concepts into Lean 8 Wastes
» Términos estadísticos
» Analítica de riesgo
» Cómo funciona en la práctica los cálculos de un Kanban?
» Statistics Based Kaizen
» 9 key to Productivity Improvement
» What is Lean Six Sigma?